齒輪感應(yīng)加熱表面淬火,主要有全齒淬火、包齒淬火、沿齒槽連續(xù)加熱表面淬火幾種方式。其中以沿齒槽連續(xù)加熱表面淬火方式的質(zhì)量為最佳,硬化區(qū)域和有效硬化層分布合理,齒槽底部和齒根處應(yīng)力分布狀態(tài)良好,齒面耐磨性及齒根彎曲疲勞強度均提高,許用彎曲應(yīng)力比調(diào)質(zhì)狀態(tài)提高30%~50%,可部分替代滲碳齒輪。一般對模數(shù)>12的齒輪均采用此方式淬火。而對模數(shù)較小(如模數(shù)8)的齒輪,因齒槽空間狹窄,感應(yīng)器設(shè)計制造難度很大,一般多采用包齒或全齒感應(yīng)加熱淬火。以前對模數(shù)8的齒輪采用沿齒槽淬火時,多出現(xiàn)齒槽底部淬不硬,以及齒面硬度、層深不均等現(xiàn)象,因此小模數(shù)齒輪沿齒槽連續(xù)加熱表面淬火就成為迫在眉睫的技術(shù)難題,相應(yīng)地感應(yīng)器開發(fā)研制就成為技術(shù)創(chuàng)新的關(guān)鍵。
傳統(tǒng)中頻淬火感應(yīng)器中施感導(dǎo)體冷卻水路形式限制了施感導(dǎo)體頭部的橫向尺寸,因此對于齒槽空間較小的小模數(shù)齒輪無法實現(xiàn)沿齒槽連續(xù)中頻感應(yīng)加熱淬火。本文通過改變中頻感應(yīng)淬火感應(yīng)器中傳統(tǒng)施感導(dǎo)體冷卻水路形式的方法,從而有效縮小了施感導(dǎo)體頭部的橫向尺寸,克服了小模數(shù)齒輪齒槽空間狹窄的困難,研制出的感應(yīng)器實現(xiàn)了沿齒槽連續(xù)中頻感應(yīng)加熱淬火,從而解決了齒槽底部淬不硬,以及齒面硬度、層深不均等問題。
一、感應(yīng)器的設(shè)計制造
1 感應(yīng)器結(jié)構(gòu)形式
感應(yīng)器結(jié)構(gòu)如圖1所示,主要由施感導(dǎo)體、硅鋼片、匯流排、噴水器及把合、絕緣零件等組成。感應(yīng)器施感導(dǎo)體形狀如圖2所示,其上下表面與齒輪齒槽截面形狀相近,尺寸略小,在使用時施感導(dǎo)體與被加熱面之間留有合理間隙,一般為1~2mm。匯流排均為銅管制成,導(dǎo)通施感導(dǎo)體與電源之間的電流,同時連通施感導(dǎo)體冷卻水路。施感導(dǎo)體內(nèi)側(cè)安裝硅鋼片,利用其驅(qū)流作用,使施感導(dǎo)體中豎直方向的電流趨向前部,增強齒槽底部的感應(yīng)電流和加熱效果。
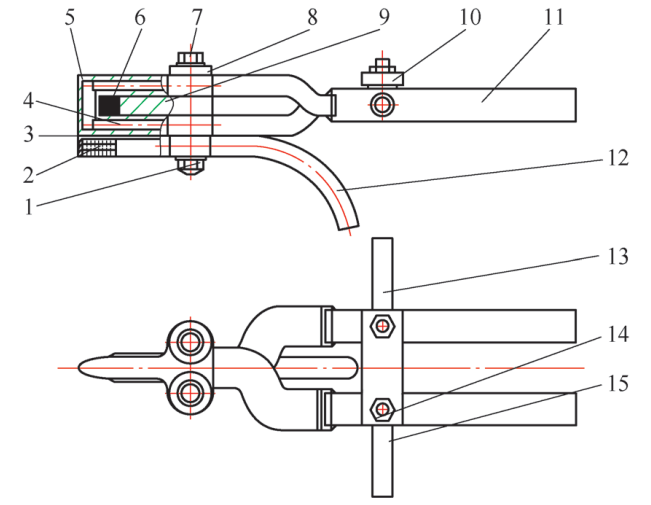
圖1 感應(yīng)器結(jié)構(gòu)
1.銅螺母 2.噴水器 3.絕緣板 4.導(dǎo)體冷卻水腔
5.施感導(dǎo)體 6.硅鋼片 7.銅螺栓、銅墊圈
8、10.絕緣墊圈 9.絕緣定位板 11.匯流排
12. 淬火冷卻介質(zhì)進水管 13.導(dǎo)體冷卻進水管
14.銅螺栓、銅螺母 15.導(dǎo)體冷卻出水口
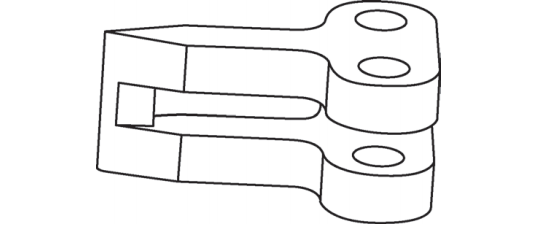
圖2 施感導(dǎo)體及連接部分示意
淬火時感應(yīng)器的安裝位置如圖3所示。工件水平放置于中頻感應(yīng)淬火機床工作臺上,施感導(dǎo)體上下平面與齒輪齒端面平行。淬火時感應(yīng)器由下向上沿齒槽方向移動,連續(xù)加熱齒槽表面。施感導(dǎo)體下方配置噴水器,在施感導(dǎo)體連續(xù)加熱后噴射淬火冷卻介質(zhì)。為防止在淬火加熱過程中施感導(dǎo)體前端和導(dǎo)磁硅鋼片過熱燒熔,施感導(dǎo)體內(nèi)部設(shè)置冷卻系統(tǒng),施感導(dǎo)體冷卻系統(tǒng)由上冷卻水路、豎直冷卻水路、下冷卻水路、導(dǎo)體冷卻進出水管、匯流排及銅管內(nèi)腔等組成。
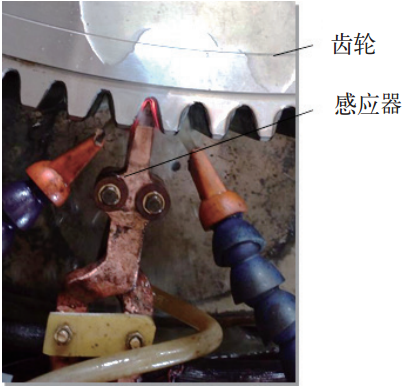
圖3 感應(yīng)器與齒槽相對位置示意
按上述感應(yīng)器結(jié)構(gòu)形式,參照以往大模數(shù)齒輪淬火感應(yīng)器設(shè)計經(jīng)驗,制造了初次加熱試驗使用的感應(yīng)器。在設(shè)計制作感應(yīng)器的同時,投制了淬火用試件,其模數(shù)為8,齒數(shù)為142,變位系數(shù)為-0.3606,試驗件材質(zhì)為42CrMo鋼,經(jīng)鍛造成形,粗加工后進行了調(diào)質(zhì)處理,調(diào)質(zhì)后硬度240~275HBW。
用此感應(yīng)器在多功能中頻感應(yīng)淬火機床上對試件進行加熱試驗。試件與感應(yīng)器的裝夾方式與前述相同。感應(yīng)加熱淬火后,在試件齒寬方向垂直面上切取試片,磨光后用4%硝酸酒精溶液浸蝕檢測硬化層分布,試驗結(jié)果如圖4所示。

圖4 首次感應(yīng)加熱試驗結(jié)果
圖4中浸蝕較深的部分為硬化層,可見只有齒根高部分齒面被淬硬,齒頂高部分齒面和齒槽底部沒有硬化效果,同時齒槽兩側(cè)面硬化深度不均,分析認為這是由于齒頂部分齒面及齒槽底部與感應(yīng)器側(cè)面及前部間隙過大,且兩側(cè)齒面與感應(yīng)器間隙不一致所致。
(2)修正感應(yīng)器與齒槽各部分表面的間隙量
根據(jù)圖4所示試驗結(jié)果,改進感應(yīng)器與齒槽表面各處間隙。取齒槽底部間隙為1mm,齒根部間隙為1mm,逐步向齒頂過渡到2mm。同時,修正感應(yīng)器輪廓和硅鋼片安裝位置,使其兩側(cè)對稱。
用修正后的感應(yīng)器重新進行上述試驗,結(jié)果如圖5所示。兩側(cè)齒面已有足夠的淬硬層深度。但是,仍然存在兩個問題:第一,齒根部分加熱溫度偏高,造成淬硬層過深;第二,齒槽底部淬硬效果不好,幾乎沒有淬硬層。
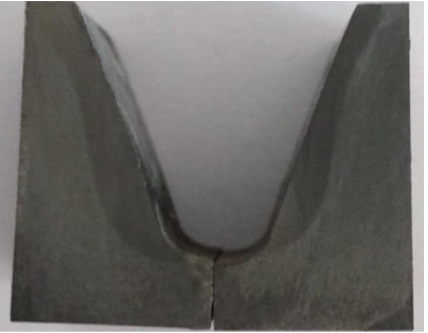
圖5 修正間隙后的試驗結(jié)果
分析認為:第一個問題產(chǎn)生的原因是齒根部施感導(dǎo)體寬度偏大,感應(yīng)器與該處齒面間隙過小;第二個問題產(chǎn)生的原因是驅(qū)流導(dǎo)磁體硅鋼片的位置和尺寸不合理,驅(qū)流效果不足。
(1)導(dǎo)體冷卻水路的改進和硅鋼片的重新設(shè)計
據(jù)前述分析,欲改善齒根部加熱狀態(tài),必須減少施感導(dǎo)體前部寬度。但是,按傳統(tǒng)感應(yīng)器設(shè)計方式,施感導(dǎo)體的前冷卻水路(見圖6)為圓柱形直孔,圓孔截面占據(jù)了施感導(dǎo)體豎直部分的大部分面積,其側(cè)壁已經(jīng)很薄,沒有余地再減小齒根部施感導(dǎo)體的橫向尺寸。如果把前冷卻水路后移,將減弱對施感導(dǎo)體前部的冷卻效果,因此將前冷卻水路橫截面形狀由圓形改為狹長形狀,這樣在保證導(dǎo)體冷卻水流通面積的同時縮小了齒根部施感導(dǎo)體的橫向尺寸。
前已敘及,為加強齒槽底部加熱效果,在施感導(dǎo)體內(nèi)側(cè)安裝了導(dǎo)磁材料硅鋼片。為了防止因感生電流導(dǎo)致其過熱,采用經(jīng)過磷化絕緣處理的厚0.20mm的硅鋼片疊放至所需高度。
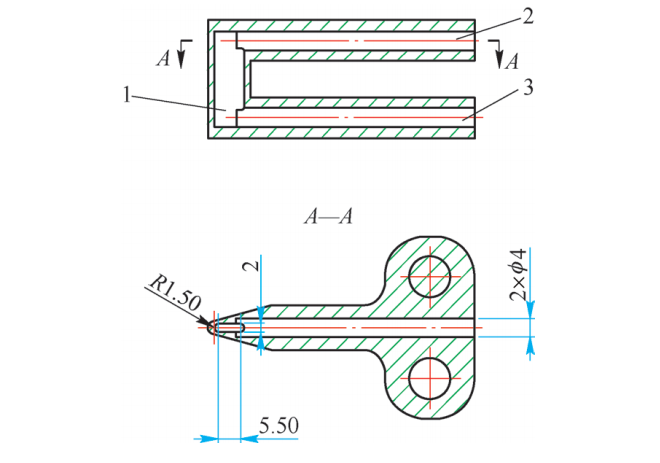
圖6 改進后的施感導(dǎo)體冷卻水路
1.前冷卻水路 2.上冷卻水路 3.下冷卻水路
原設(shè)計硅鋼片形狀尺寸如圖7所示。試驗證明,該設(shè)計存在兩個方面的不足,致使驅(qū)流效果不理想。
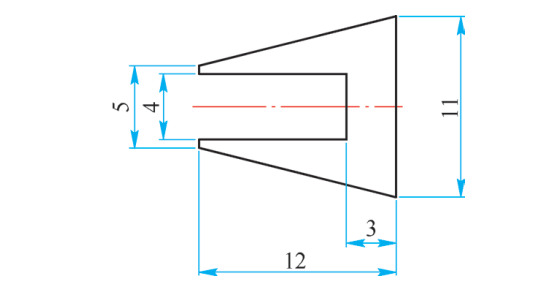
圖7 原設(shè)計硅鋼片
首先,硅鋼片槽兩側(cè)長度不夠,不能完全包覆施感導(dǎo)體前部,應(yīng)將其加長,這樣就將感應(yīng)器中的交變電流產(chǎn)生的交變磁場向齒槽底部方向前移,可以有效地減少漏磁,加強齒槽底部的加熱效果。
其次,硅鋼片后部寬度不夠,總面積小,吸附磁力線能力有限,因此增加了一個上底5mm、下底1mm、高5mm的梯形面積。為了防止齒頂部棱角處因尖角效應(yīng)產(chǎn)生過熱,將硅鋼片從接近齒頂處至尾部加工成倒角,形成梯形結(jié)構(gòu)。改進后的硅鋼片設(shè)計如圖8所示。
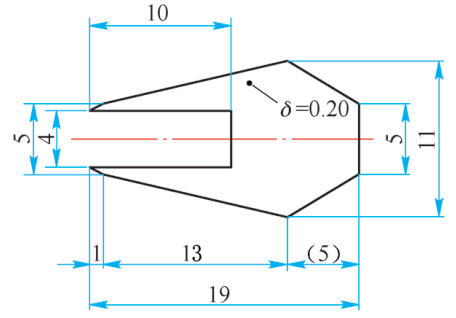
圖8 改進后的硅鋼片
使用再次改進的感應(yīng)器重復(fù)前述感應(yīng)加熱淬火試驗,浸蝕檢驗結(jié)果如圖9所示。
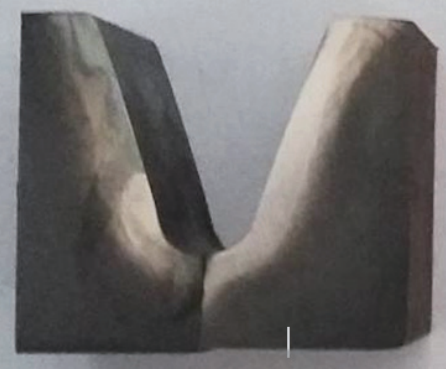
圖9 改進冷卻水路和硅鋼片后的試驗效果
用再次改進的感應(yīng)器對試件加熱淬火后,齒面淬硬層均勻,齒槽底部淬火效果良好,完全可以滿足模數(shù)8的齒輪沿齒槽連續(xù)中頻感應(yīng)加熱表面淬火的需求。
二、變位直齒輪的表面淬火
試驗采用某重要項目環(huán)型起重機變位直齒輪,模數(shù)為8,齒數(shù)為142,變位系數(shù)為-0.3606,齒頂圓直徑為1146.23mm,齒寬為80mm,材質(zhì)為42CrMo鋼。要求齒部中頻感應(yīng)加熱表面淬火,齒面硬度40~46HRC,節(jié)圓處有效硬化層深度≥1.5mm,齒槽底部淬硬,齒兩側(cè)硬度分布要均勻,同一個齒面硬度的偏差不允許超過4.5HRC,并且附帶同熔煉爐次材質(zhì)齒形試樣,解剖檢查齒形試樣有效硬化層深度。
使用前述試制成功的感應(yīng)器,在多功能中頻感應(yīng)淬火機床上對該齒輪進行沿齒槽連續(xù)加熱表面淬火。工件和感應(yīng)器的裝夾與圖3方式相同。工藝參數(shù)見表1。采用德潤寶BW淬火冷卻介質(zhì),濃度13%。
表1 表面淬火工藝參數(shù)

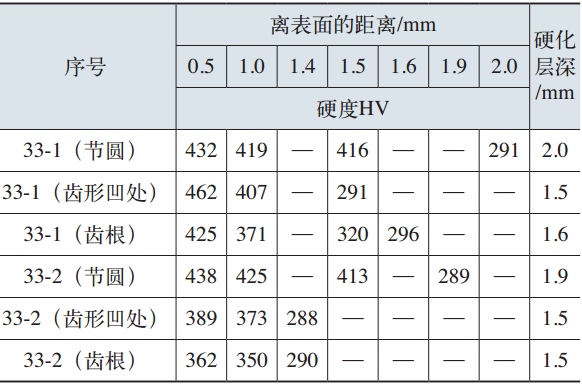
齒輪淬火后在熱風(fēng)爐中380℃回火。回火后齒面硬度45~46HRC。切片進行淬硬層深檢測,宏觀浸蝕形貌如圖10所示。用顯微硬度計檢測硬度分布情況,結(jié)果見表2。按GB/T 5617—2005判斷節(jié)圓有效硬化層深度DS=1.90mm,齒槽底部硬化效果良好,齒面硬度均勻,完全達到技術(shù)指標(biāo)要求。
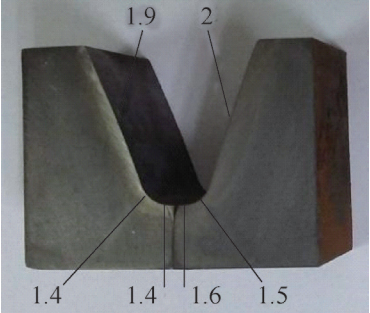
圖10 齒輪淬火后宏觀檢查硬化深度
表2 有效硬化層深檢測(設(shè)置功率33%)
三、結(jié)束語
1)應(yīng)用該感應(yīng)器對實際生產(chǎn)中的模數(shù)8齒輪進行表面淬火,完全滿足了設(shè)計圖樣提出的技術(shù)指標(biāo)要求,說明該中頻感應(yīng)淬火感應(yīng)器設(shè)計合理,用于小模數(shù)齒輪沿齒槽連續(xù)感應(yīng)加熱表面淬火是可行的,而且應(yīng)用效果良好。
2)該感應(yīng)器的設(shè)計成功開創(chuàng)了小模數(shù)齒輪感應(yīng)器設(shè)計新思路,為大直徑小模數(shù)齒輪沿齒槽連續(xù)中頻感應(yīng)加熱淬火感應(yīng)器的設(shè)計提供了寶貴經(jīng)驗。
參考文獻:略。
作者:黃玉多,于梅
單位:北方重工集團有限公司
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)


