一、差速器殼技術(shù)要求
某牙嵌強(qiáng)制鎖住式差速器殼材料為40Cr鋼,結(jié)構(gòu)如圖1所示,實(shí)體如圖2所示。圖1a中d與D結(jié)合齒部淬火,硬化層如圖1b所示,淬火區(qū)在圖2中紅色方框內(nèi)端面齒部,硬化層深:R1處≥1mm,A處3~9mm,B處≥1mm。
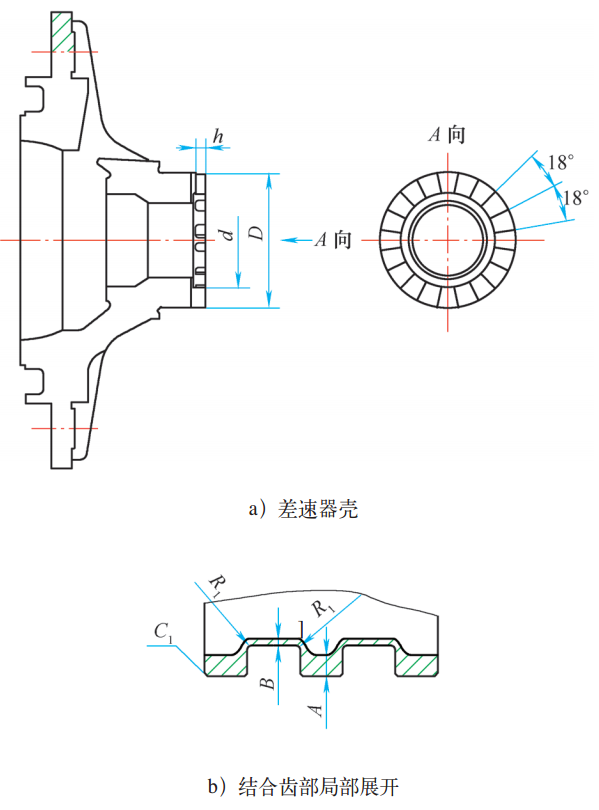
圖1 技術(shù)要求
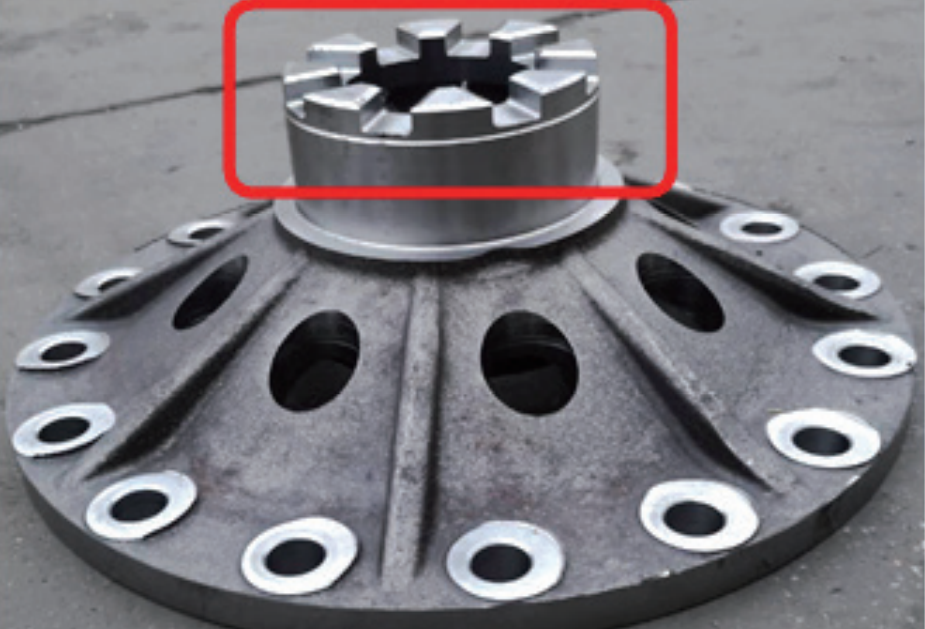
圖2 差速器殼實(shí)體
二、感應(yīng)器設(shè)計(jì)及調(diào)試
淬火工藝過程:零件上料→到達(dá)加熱位置→零件旋轉(zhuǎn)→感應(yīng)器加熱啟動(dòng)→加熱到溫→感應(yīng)器加熱停止→零件迅速到達(dá)噴水位置→噴水起動(dòng)→噴水一定時(shí)間之后,噴水停止→零件到達(dá)下料位置→零件下料。差速器殼屬于平面類零件,根據(jù)產(chǎn)品技術(shù)要求,設(shè)計(jì)如圖3所示的淬火感應(yīng)器,具體設(shè)計(jì)參數(shù)見表1,調(diào)試參數(shù)見表2,淬硬層檢測結(jié)果見表3。
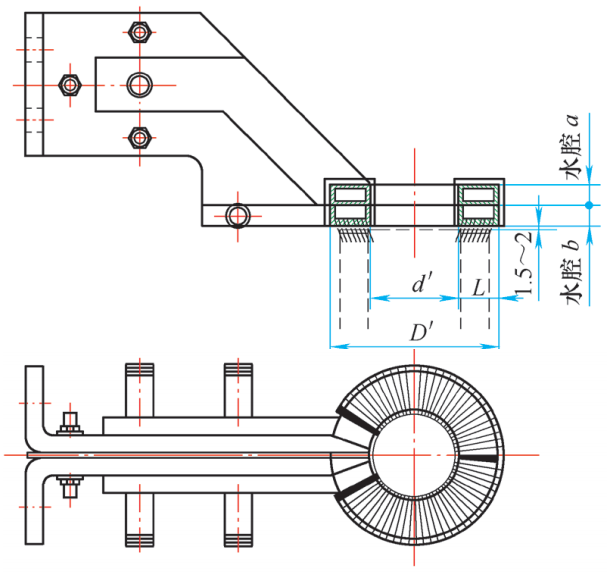
圖3 常規(guī)平面加熱感應(yīng)器
表1 常規(guī)平面加熱感應(yīng)器設(shè)計(jì)參數(shù)、工藝參數(shù)及檢測結(jié)果

表2 調(diào)試參數(shù)

表3 檢測結(jié)果(平面感應(yīng)器取樣結(jié)果)
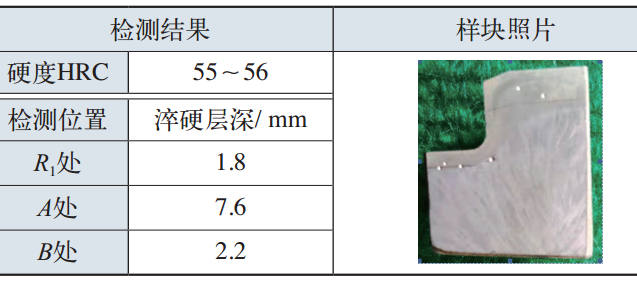
注意事項(xiàng):在感應(yīng)器調(diào)整過程中,注意感應(yīng)器底平面與零件端面間隙1.5~2mm,各處間隙均勻;定期清理有效加熱面的氧化皮。從表3可以看出,常規(guī)平面加熱感應(yīng)器存在不足之處:R1處淬硬層深太淺,接近下限,由于齒高10mm,齒頂、齒根溫差較大,若控制不注意,容易產(chǎn)生裂紋,故而設(shè)計(jì)如圖4所示的異形感應(yīng)器。異形感應(yīng)器有效圈添加開口朝下的“∏”形導(dǎo)磁體,如圖5所示。
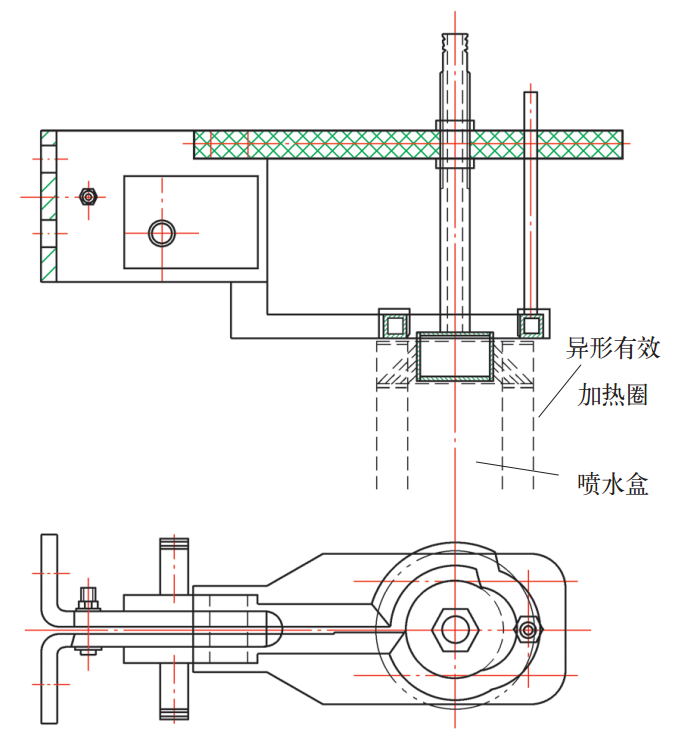
圖4 異形感應(yīng)器
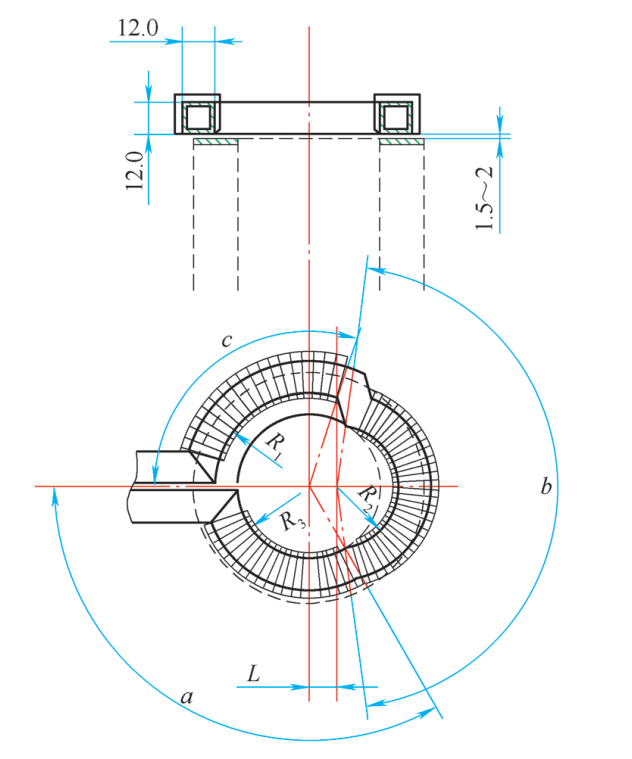
圖5 異形感應(yīng)器有效圈
異形感應(yīng)器具體設(shè)計(jì)參數(shù)見表4,調(diào)試參數(shù)見表5,淬硬層檢測結(jié)果見表6。
表4 異形感應(yīng)器設(shè)計(jì)參數(shù)
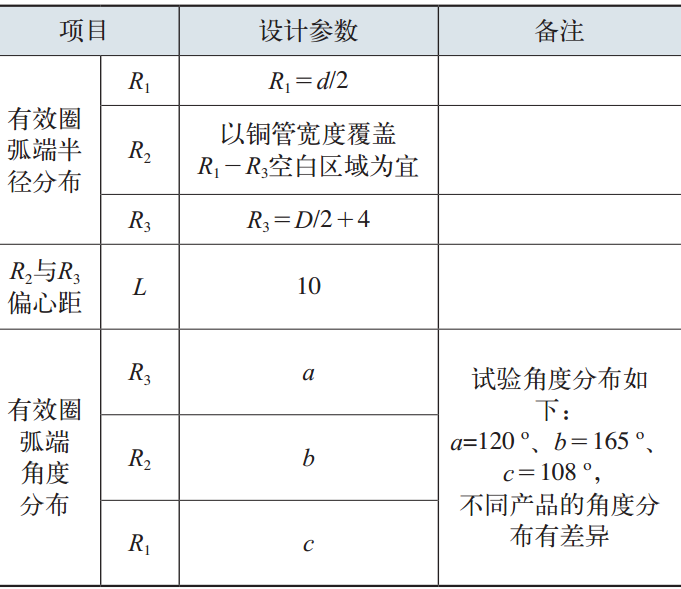
表5 工藝參數(shù)(異形感應(yīng)器)
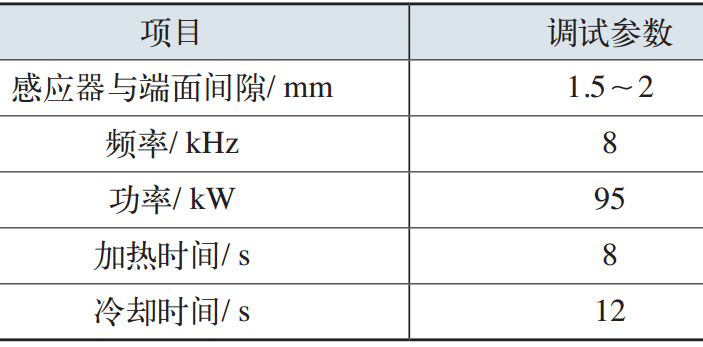
表6 檢測結(jié)果(異形感應(yīng)器調(diào)試)
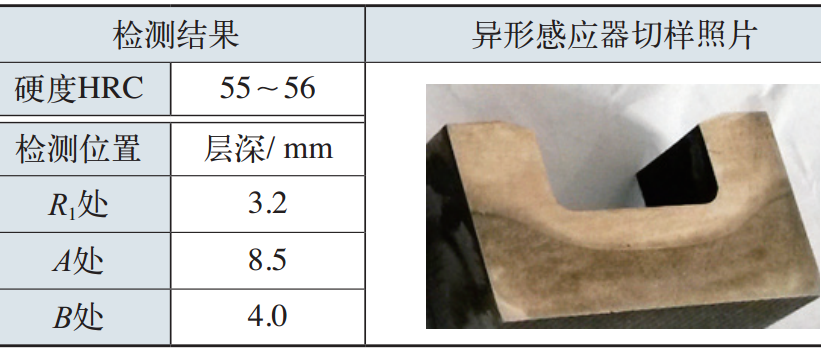
注意事項(xiàng):感應(yīng)器調(diào)整過程中,注意感應(yīng)器底平面與零件端面間隙1.5~2mm,各處間隙均勻;定期清理有效加熱面的氧化皮。不足之處:異形感應(yīng)器對(duì)于零件吸引力較大,加熱過程中將零件吸起會(huì)造成無法生產(chǎn),因此需要將常規(guī)的孔軸配合式夾具(見圖6)更換為氣動(dòng)卡盤裝夾(見圖7),這樣就需要卡盤防水等級(jí)較高,同時(shí)需要對(duì)感應(yīng)器有效圈強(qiáng)度進(jìn)行加強(qiáng),否則容易導(dǎo)致有效圈變形。
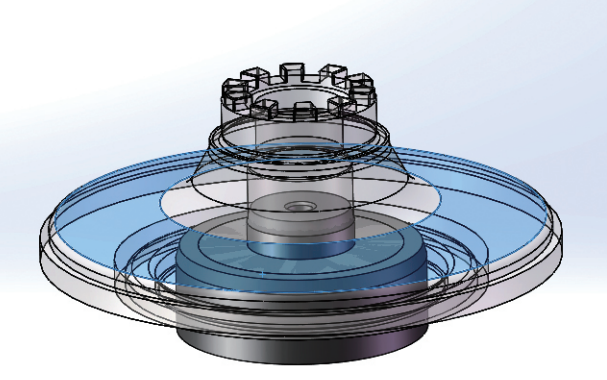
圖6 常規(guī)的孔軸配合式夾具
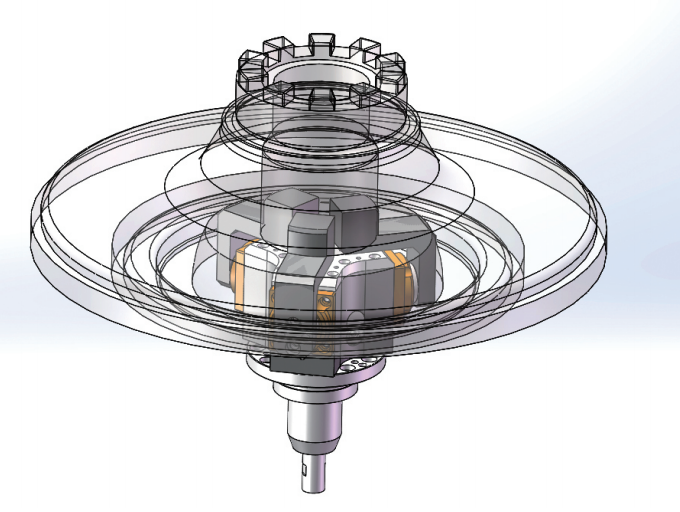
圖7 氣動(dòng)卡盤裝夾零件
三、兩種感應(yīng)器方案優(yōu)缺點(diǎn)
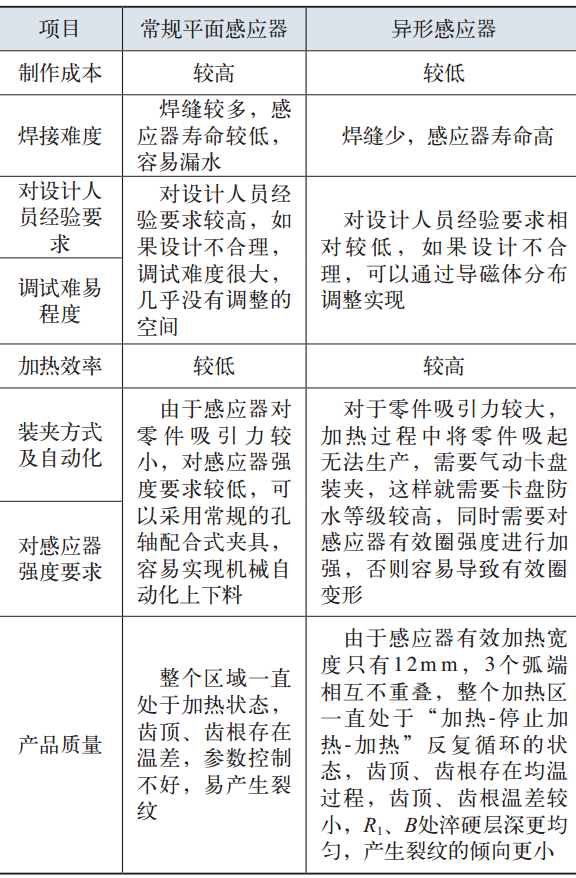
此類平面帶有齒的零件淬火,需要謹(jǐn)慎對(duì)待。根據(jù)以上兩種感應(yīng)器設(shè)計(jì)、調(diào)試及檢測結(jié)果,其優(yōu)缺點(diǎn)對(duì)比見表7。
表7 兩種感應(yīng)器方案優(yōu)缺點(diǎn)對(duì)比
四、結(jié)束語
根據(jù)兩種淬火感應(yīng)器對(duì)比,可見異形感應(yīng)器的優(yōu)點(diǎn)還是很明顯的,雖然對(duì)夾具防水等級(jí)和感應(yīng)器強(qiáng)度要求較高,但調(diào)試難度較小,感應(yīng)器使用壽命較長,產(chǎn)品質(zhì)量較高,對(duì)于批量生產(chǎn)可以優(yōu)先選擇。
作者:謝文,十堰天舒感應(yīng)設(shè)備有限公司
陸鵬,四川建安工業(yè)有限責(zé)任公司
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")