
本資料給出的參數符合 GB/T3505《產品幾何技術規范表面結構 輪廓法 表面結構的述語、定義及參數》、符合 GB/T6062《產品幾何量技術規范(GPS)表面結構 輪廓法接觸(觸針)式儀器的標稱特性》。
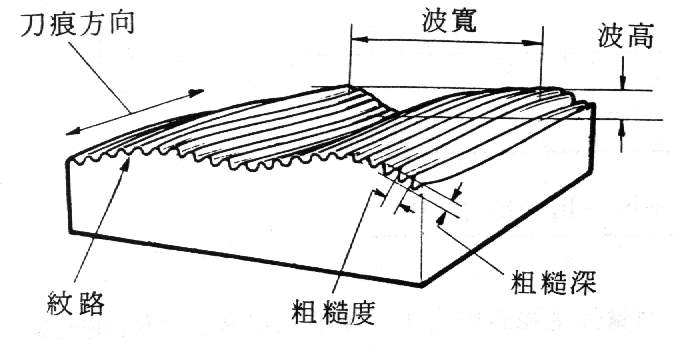
圖一:放大n倍后的工件截面/表面粗糙度及輪廓:
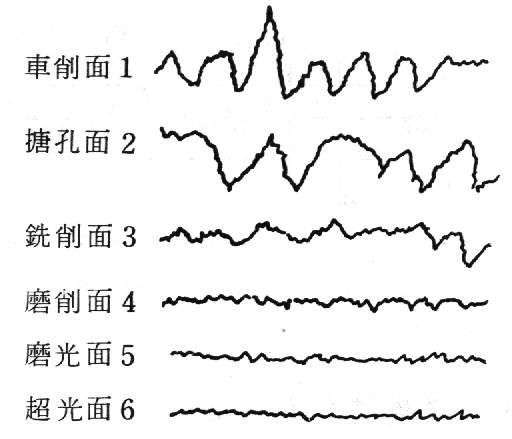
圖二:各種加工方法能得到的表面光度:
圖三:常見的表面粗糙度儀的工件測量:


表面粗糙度關鍵技術術語:
(1)表面粗糙度: 取樣長度L
取樣長度是用于判斷和測量表面粗糙度時所規定的一段基準線長度,它在輪廓總的走向上取樣。
(2)表面粗糙度: 評定長度Ln
由于加工表面有著不同程度的不均勻性,為了充分合理地反映某一表面的粗糙度特性,規定在評定時所必須的一段表面長度,它包括一個或數個取樣長度,稱為評定長度Ln。
(3)表面粗糙度: 輪廓中線(也有叫曲線平均線)M
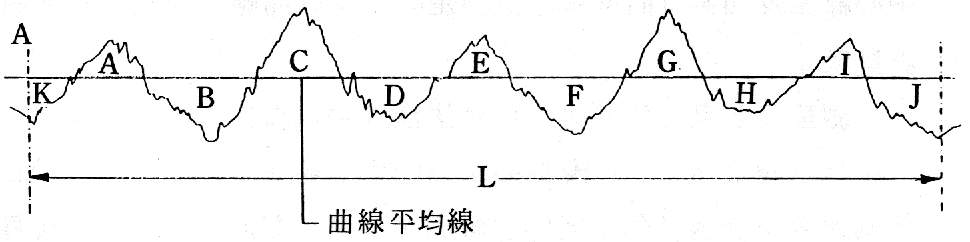
輪廓中線M是評定表面粗糙度數值的基準線。
評定參數及數值:
國家規定表面粗糙度的參數由高度參數、間距參數和綜合參數組成。
表面粗糙度高度參數共有三個:
(1)輪廓算術平均偏差Ra :
![]()
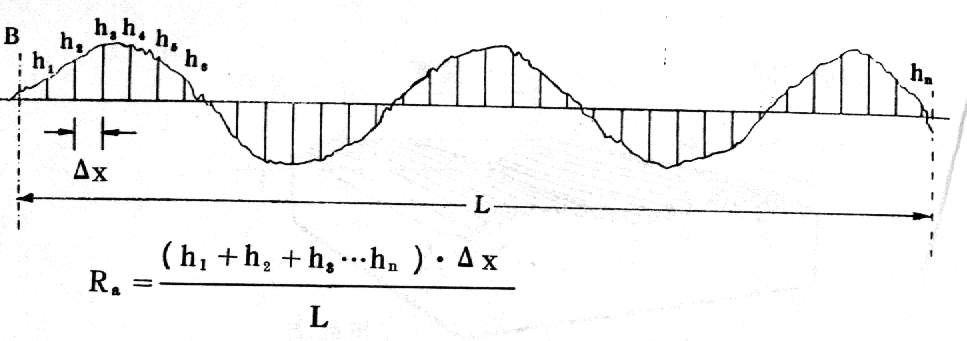
在取樣長度L內,輪廓偏距絕對值的算術平均值。
(2)微觀不平度十點高度Rz
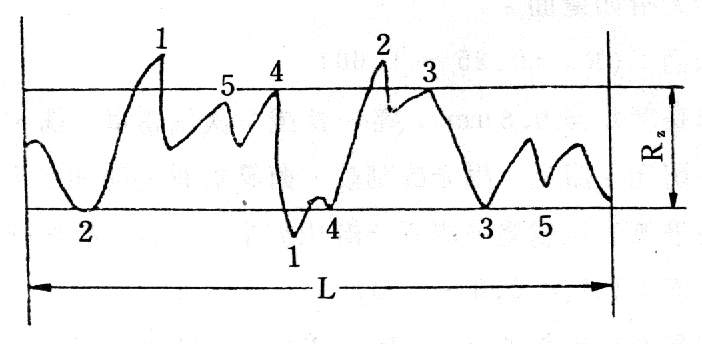
在取樣長度L內最大的輪廓峰高的平均值與五個最大的輪廓谷深的平均值之和。
(3)輪廓最大高度Ry

在取樣長度內,輪廓峰頂線和輪廓谷底線之間的距離。
表面粗糙度間距參數共有兩個:
(4)輪廓單峰平均間距S
兩相鄰輪廓單峰的最高點在中線上的投影長度Si,稱為輪廓單峰間距,在取樣長度L內,輪廓單峰間距的平均值,就是輪廓單峰平均間距。
(5)輪廓微觀不平度的平均間距Sm
含有一個輪廓峰和相鄰輪廓谷的一段中線長度Smi,稱輪廓微觀不平間距。
表面粗糙度綜合參數:
(6)輪廓支承長度率tp
輪廓支承長度率就是輪廓支承長度np與取樣長度L之比。
另附:
中美表面粗糙度對照表 | |||
中國舊標準( 光潔度) | 中國新標準( 粗糙度)Ra | 美國標準(微米 )Ra | 美國標準( 微英寸),Ra |
▽4 | 6.3 | 8.00 | 320 |
6.30 | 250 | ||
▽5 | 3.2 | 5.00 | 200 |
4.00 | 160 | ||
3.20 | 125 | ||
▽6 | 1.6 | 2.50 | 100 |
2.00 | 80 | ||
1.60 | 63 | ||
▽7 | 0.8 | 1.25 | 50 |
1.00 | 40 | ||
0.80 | 32 | ||
▽8 | 0.4 | 0.63 | 25 |
0.50 | 20 | ||
0.40 | 16 | ||
國內表面光潔度與表面粗糙度Ra、Rz數值換算表(單位:μm)
表面光潔度 |
▽1 |
▽2 |
▽3 |
▽4 |
▽5 |
▽6 |
▽7 | |
表面 |
Ra |
50 |
25 |
12.5 |
6.3 |
3.2 |
1.60 |
0.80 |
Rz |
200 |
100 |
50 |
25 |
12.5 |
6.3 |
6.3 | |
表面光潔度 |
▽8 |
▽9 |
▽10 |
▽11 |
▽12 |
▽13 |
▽14 | |
表面 |
Ra |
0.40 |
0.20 |
0.100 |
0.050 |
0.025 |
0.012 |
- |
Rz |
3.2 |
1.60 |
0.80 |
0.40 |
0.20 |
0.100 | 0.050 | |
另附:表面粗糙度國際標準加工方法
標準等級代號 | 表面粗糙度 | 加工工具(方法) | 加工材料及硬度要求 | 光度描述 | |||
粗研磨砂粒粒度 | 精研磨砂粒粒度 | 鉆石膏拋光 | |||||
SPI(A1) | Ra0.005 | S136 | 54HRC | 光潔度非常高,鏡面效果 | |||
8407 | 52HRC | ||||||
SPI(A2) | Ra0.01 | DF-2 | 58HRC | 光潔度較低,沒有砂紙紋 | |||
XW-10 | 60HRC | ||||||
SPI(A3) | Ra0.02 | S136 | 300HB | 光潔度更低一級,但沒有砂紙紋 | |||
718SUPREME | 300HB | ||||||
SPI(B1) | Ra0.05 | 沒有光亮度,有輕微3000#砂紙紋 | |||||
SPI(B2) | Ra0.1 | 沒有光亮度,有輕微2000#砂紙紋 | |||||
SPI(B3) | Ra0.2 | 沒有光亮度,有輕微1000#砂紙紋 不辨加工痕跡的方向 | |||||
Ra0.4 | 精加工:精車\精刨\精銑\磨\鉸\刮 | 微辨加工痕跡的方向 | |||||
Ra0.8 | 精加工:精車\精刨\精銑\磨\鉸\刮 | 可辨加工痕跡的方向 | |||||
Ra1.6 | |||||||
Ra3.2 | |||||||
Ra6.3 | |||||||
Ra12.5 | |||||||
Ra25 | |||||||
Ra50 | |||||||
另附:
粗糙度儀新舊標準參數變化對照表
現將TR200粗糙度儀依據新標準更改參數的情況列表如下,如有問題,由時代公司負責解釋。本表還適用于公司TR1系列粗糙度儀。修改后可測量參數的總數沒有變化,仍為13個參數,只是顯示在不同的標準中,也就是說:時代粗糙度儀產品參數:涵蓋新舊標準參數!(詳見表)
新標準(ISO) | 舊標準(ISO) | 說明 |
Ra | Ra | 各標準通用參數 |
Rz | 顯示在日本標準JIS中 | |
Rz | Ry | 參數定義已修改。原Ry仍顯示在日本標準JIS、德國標準DIN中。 |
Rq | Rq | 沒變化 |
Rp | Rp | 沒變化 |
Rv | Rm | 符號改,參數定義沒改 |
Rt | Rt | 沒變化 |
R3z | 顯示在日本標準JIS中,參數沒變化 | |
Rmax | 顯示在德國標準DIN、美國標準ANSI中 | |
RSk | Sk | 符號改,定義沒改 |
RS | S | 符號改,定義沒改 |
RSm | Sm | 符號改,定義沒改 |
Rmr | tp | 符號改,定義沒改 |
